
Ръчното
спояване
с безоловен тинол е по-трудно от ръчнотоспояване
с калай-оловни припои. Температурите на топене на безоловните сплави е приблизително с 30 - 40 °C по-висока от тези на оловните. Затова е необходимо да се увеличи също и температурата на поялника.Обикновено температурата на поялника следва да бъде с около 100° C по-висока от температурата на топене на припоя. Възможно е, поради различни фактори, температурата на поялника да е с около 150° C по-висока от точката на топене на припоя.
В повечето случаи температурата на поялника за безоловни тиноли следва да бъде около 370 - 380°C. При по-високи температури значително се ускорява износването на човката на поялника и флюсът може да излезе извън оптималните работни граници за активация.
Последствия: флюсът ще пръска и пуши, ще губи активност, ще оставя черни остатъци.
Живот на човката на поялника:
Човката на поялника е произведена от чисти медни сплави и след това е положено желязно пoкритие, което защитава медната сърцевина.
Разходът на човки за поялник се увеличава с повишаването на температурата, особено при температури над 400°C.
Друг фактор за повреждане на човките на поялника е калаят, който се съдържа в тинола. Безоловните тиноли съдържат по-голямо количество калай (95 – 99%) от оловните тиноли, което също допринася за износването на човките на поялника.
Добавянето на сребро в SnCu припоя намалява точката на топене на безоловната сплав, но среброто прави тинола по-агресивен към човката на поялника.
Окисляване на човката на поялника:
Преносът на топлина и енергия от нагревателя на човката на поялника към площадката и компонента се осъществява чрез разтопения тинол.
Поради тази причина директния контакт между поялника и тинола е най-важен, за да се пренесат топлината и енергията към площадката и компонента за най-кратко време.
По време на продължително спояване с повишена температура може да се наблюдава потъмняване на човката на поялника (Фигура 1) или тя да стане грапава (Фигура 2) и да не приема тинола (припоят не полепва по човката на поялника).

Фигура 1

Фигура 2
В такива случаи преносът на топлина и енергия към площадката и компонента се нарушава и всяка спойка ще отнема повече време.
Резюме:
Корозията и окисляването на човките на поялника по време на спояване с безоловен тинол ще са по-високи поради по-високото съдържание на калай, съдържанието на сребро в някои тиноли, по-високата температура на поялника и по-високата активност на флюса.
Поради по-високата температура на спояване, това окисление се подпомага от мокрото почистване на човките на поялника!
Необходимо е да се спазват следните правила:
1. Никога не поддържайте поялника в работна температура, когато това не е необходимо.
2. Не настройвайте температурата на поялника над 400°C (370°C - 380°C).
3. Използвайте по-малко агресивен флюс, доколкото е възможно (клас L0 в съответствие с J-STD-004)
4. Използвайте тинол от сплави с ниска агресивност към мед.
Решаване на проблеми по време ръчно запояване:
Както беше споменато, по време на запояване с безоловен тинол с поялник, могат да възникнат проблеми.
Към настоящия момент не е известен елемент, който може да замени оловото в тинола по отношение на точката на топене, степента на разливане, качеството на спойката, вискозитета и цената.
Препоръчително е да се спазват следните основни правила с цел да се постигнат добри спойки и да се предпазят човките на поялника.
Ключови думи:
- Контролиране на температурата на поялника.
- Контролиране на повърхността на човката на поялника.
- Избор на флюс.
- Коректен избор на финално покритие на платката и компонента.
- Използване на запояващи станции/поялник с отлични термични показатели.
- Използване на запояващи станции/поялник с прецизен термоконтрол.
- Поддръжка на човки за поялник.
Пет правила за запояване с безоловен тинол:
1. Задайте температурата на поялника да е колкото е възможно по-ниска; при 400°C тинолът не се разлива по-добре.
2. Покрийте човката на поялника с пресен припой преди запояване и преди да оставите поялника обратно в неговата поставка.
3. Изключвайте запояващата станция при прекъсване на работа за повече от 5 мин.
4. Почернелите, окислени човки на поялника, които повече не приемат припой от тинола, следва да бъдат почистени с фина стоманена вълна или фина шкурка (# 800 или # 1200) и покрити с пресен припой след почистването.
5. Остатъците от припоя по човката на поялника следва да бъдат отстранени преди запояване. Препоръчва се почистване без вода като „Clean-o-point” със сухи гъби (Фигура 4) или приспособление за сухо почистване на човки на поялник като HAKKO 599B (Фигура 3).
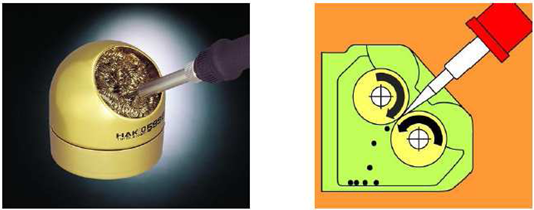
Фигура 3 Фигура 4
Оригинален документ